
Nuclear power plants use one or more nuclear reactors for heat generation. This heat in the form of thermal energy is used to generate steam through specific thermodynamic processes, and eventually to operate a turbine.
Today, about one quarter of nuclear reactors worldwide supply Europe with electricity. These are predominantly boiling-water and pressurized-water reactors. The first reactors were commissioned already approx. 60 years ago, and a lot has changed since then. As a result of continuous upgrades and modernizations, in particular the older power plants are not the same as they were when commissioned. Millions of Euros are spent every year to meet the strict international standards for the operation of power plants.
To be able to provide a more accurate assessment of the condition of the pipes of an emergency cooling system at a power plant, INSPECTOR SYSTEMS received the order to design two inspection robots with the capability of documenting the condition of the pipes in a straight section. On the one hand, a visual inspection of the inside of the pipe was to be performed, and on the other hand, a combined ultrasonic/eddy current test using various sensors was to be completed to determine the wall thicknesses and detect any material changes.

{kind=link}
{kind=link}
For the visual inspection, a pan-and-tilt inspection camera was adapted to an existing Type 1000 pipe robot from INSPECTOR SYSTEMS. This could quickly be implemented by designing just a few parts.
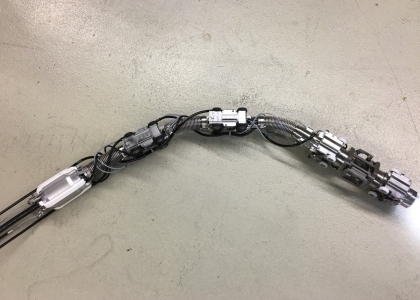
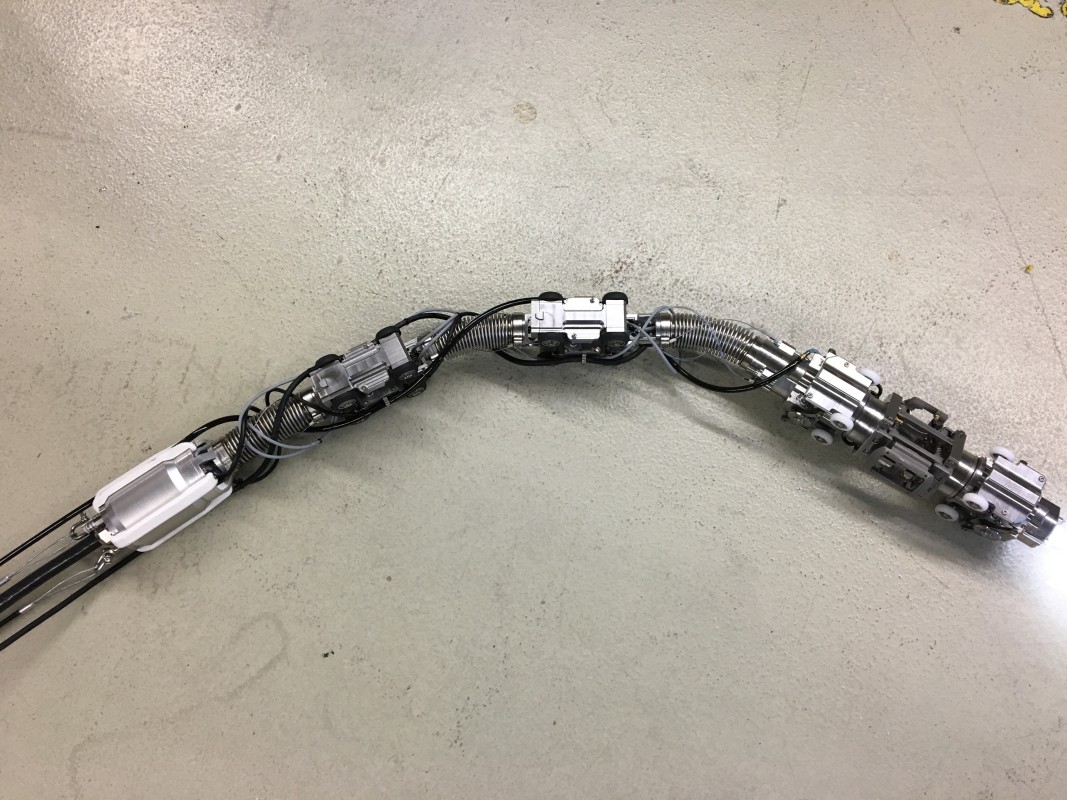
The ultrasonic inspection robot, on the other hand, had to be developed, designed and manufactured from scratch. The challenge the designers encountered was that they had to ensure that the used ultrasonic testing sensors would be in contact with the pipe inner wall at all times. To achieve this, INSPECTOR SYSTEMS developed a rotating unit and a special gimbal-mounted bearing to support the probes so that the pipe inner wall could be inspected around its entire 360° circumference. Two standard drive units of the type 1000 provided the axial forward movement. As an additional requirement, the inspection had to be performed in automatic mode. This meant that, after operating the start signal, the robot had to travel and inspect a specific section of the pipe all by itself. For this process, the controller was programmed so that after a full 360° rotation of the inspection module, the robot always moved by 1 mm along the axis in testing direction. The small steps in testing direction also ensured overlapping of the testing sensors so that the pipe was inspected to 100%. Assisted by an overview camera that was additionally mounted to the inspection module, it was possible to track and trace the exact position of the robot.
This new development including design, manufacture, assembly and test phase was completed in just 6 weeks, after which the inspections were carried out effectively. Following the successful inspection of the straight pipe section, it was decided that a subsequent bend directly connected with the reactor vessel should also be inspected. INSPECTOR SYSTEMS received the additional order to design an inspection robot that would be capable of travelling through pipe bends. Once again, a newly developed inspection robot capable of travelling through pipe bends was provided that, following a positive test phase, was deployed at the nuclear power plant and successfully completed the inspection of the pipe bend.
Once all test results had been analysed, the decision was made to dismantle and completely recondition these pipes. In the following their replacement, the newly designed robots travelled the entire lengths of these once again and, as an additional quality improvement measure, the new welding seams were ground and polished on the inside. For this task as well, INSPECTOR SYSTEMS could offer a solution and provided a DN100 grinding robot. Following a brief testing phase and verification of the grinding robot, the latter was deployed successfully. Once the subsequent tests had been completed, the new pipe could be released for operation.