
Annealing colours: What's behind them and how do I get rid of them?
Welding belongs to the most widespread joining technique in metal construction. The origins of the joining of iron and steel parts lie in the blacksmith's fire and pressure welding process already several hundred years in the past.
But first round about the middle of the 19th century did the technique of oxyacetylene welding with the aid of oxygen and combustible gases assert itself. One hundred years later in the 1940s and 50s, electric arc and resistance welding gained more and more in importance and in turn a few years later came the TIG welding process as a further development of carbon arc welding. Shortly after this the MIG welding process, the most commonly used process today in the stainless steel sector, was invented.
Irrespective of which method for joining by welding is chosen, probably the most important reason for the use of non-rusting steels is without doubt their corrosion resistance.
Are non-rusting steels always non-rusting?
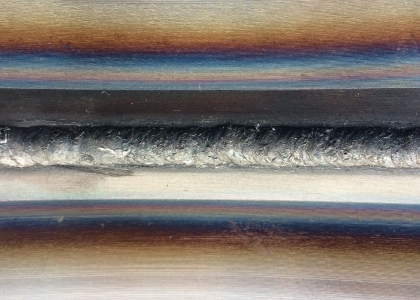
That non-rusting steels do not normally, like, for example, mild steel, extensively rust does not mean that they cannot corrode! For this there are other forms of corrosion to which the non-rusting steels are vulnerable and in fact to a greater or lesser degree depending on the alloy. Above all in the production of weld seam joints, it is valid to retain the special properties of these materials. Frequently during the welding process, colourful discolouration occurs parallel to the weld seam (Heat Affected Zone). In technical jargon called annealing colours and which can greatly adversely affect the corrosion resistance of high alloy materials.

{kind=link}
{kind=link}
{kind=link}
What causes annealing colours to occur in welded joints and what does it mean?
The discolouration is thermal oxides and occurs through the simultaneous action of heat and oxygen. Consequently this always means a reduced corrosion resistance. Despite preventative protective measures, such as with MIG welding in the form of an inert shielding gas (for example, argon), the normally passive layer of stainless steel can change during the welding process due to the oxidation of the metal surface. Chromium is degraded and a ferrous oxide layer is formed which no longer protects the surface of the material against corrosion. Depending on the extent, discolouration very greatly encourages the formation of pitting in particular. Supported by aggressive media such as salt water, for example, punctiform damage can occur. Then the corrosion continues on the inside of the material and can cause cavern-like erosion.
Annealing colours, keep or remove?
The colour intensity of an annealing colour is a statement about the thickness of the above-mentioned oxide layer. In generally applies, the darker a colour the thicker the oxide layer and the higher the potential of corrosion and that means in the process the colour spectrum ranges from light-yellow / straw- yellow to purple / violet to blue-grey / grey.
When the annealing colour, i.e. the oxide layer gets removed, a passive layer can self-build up again under the action of oxygen and the material can return to the previous corrosion resistance. In practice, yellow discolorations are usually still tolerated, but the extent to which a priming colour can be left is ultimately dependent on the application and the operator. However, to prevent corrosion basically it is advisable to remove discolorations.
How is annealing colour removed from a weld joint inside a pipe?
Whilst most cleaning methods and / or repairs are relatively simple to carry out on an external weld seam, the cleaning of a weld seam inside a pipe varies between difficult and impossible. Especially when the joint is lying several metres away. If a repair is necessary, there remains in most cases only the option of cutting open and repeat welding together with the associated increased expenditure in time and costs.
How does INSPECTOR SYSTEMS repair a weld seam inside a pipe?
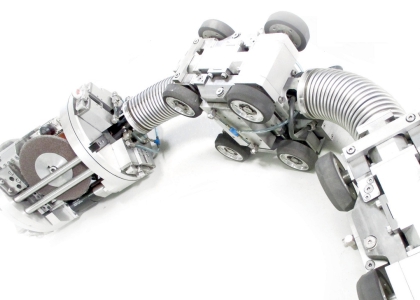
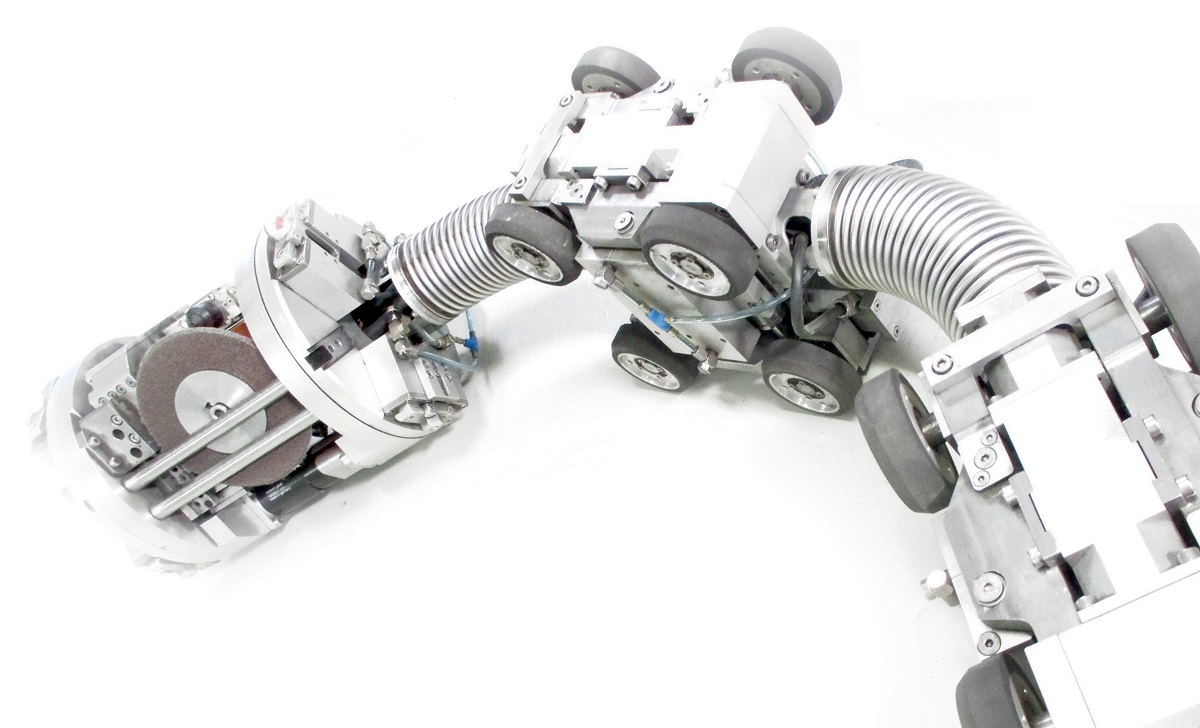
For this, INSPECTOR SYSTEMS offers its grinding and polishing robot technology, tried and tested over many years and recognized by prestigious international companies and experts from the offshore oil and gas as well as the nuclear industry, for the processing of weld seams and surfaces inside pipes.
The experiences showed that all degrees of discolouration were able to be removed using a polishing wheel. In doing so the material removal lay in the hundredths of a millimetre range. With weld seams with a high misalignment, however, a modification of the seam top using a grinding disc may be necessary before the side discolouration can be subsequently removed using the polishing disc.