
Inspector Systems involved in the production process of an exceptional 18-inch oil delivery pipeline.
When crude oil is extracted from the deep sea, its flow properties are mainly affected by temperature fluctuations which necessitates specific requirements for production and transport. If the temperature drops below a certain value, there is a possibility, for example, that wax that is also conveyed crystallises out and is deposited on the inner walls of the pipeline.
This slows down the oil flow, leads to a loss of pressure and can cause clogging of the entire pipeline. From the oil well to the oil platform above, even from greater depths, these heat losses are therefore prevented by insulation (passive insulation). However, if an oil field is to be connected to a distant processing plant, above a certain length, the costs for the conventional insulation of a subsea connection are no longer commercially viable. Therefore, in addition to passive thermal insulation, the heat losses must be compensated by active heating.
The longest heated pipe-in-pipe delivery line in the deep sea
The delivery pipeline in question, with a total length of almost 40 kilometres, is a so-called pipe-in-pipe construction in which a corrosion-resistant pipe is inserted into a carrier pipe. However, unlike conventional constructions of this kind, this is a very special development. To this end, among other things, additional electric heating cables are wound spirally around the surface of the inner pipe. If the inner pipe is now inserted into the outer pipe, the heating cables must not be damaged under any circumstances. In order to rule out any adverse effects caused by the weld seams of the carrier pipe, Inspector Systems was commissioned to machine all weld seams from the inside during the production phase in such a way that there are no longer any sharp-edged points.
Inspector Systems processes more than 2,000 welds


{kind=link}
{kind=link}
{kind=link}
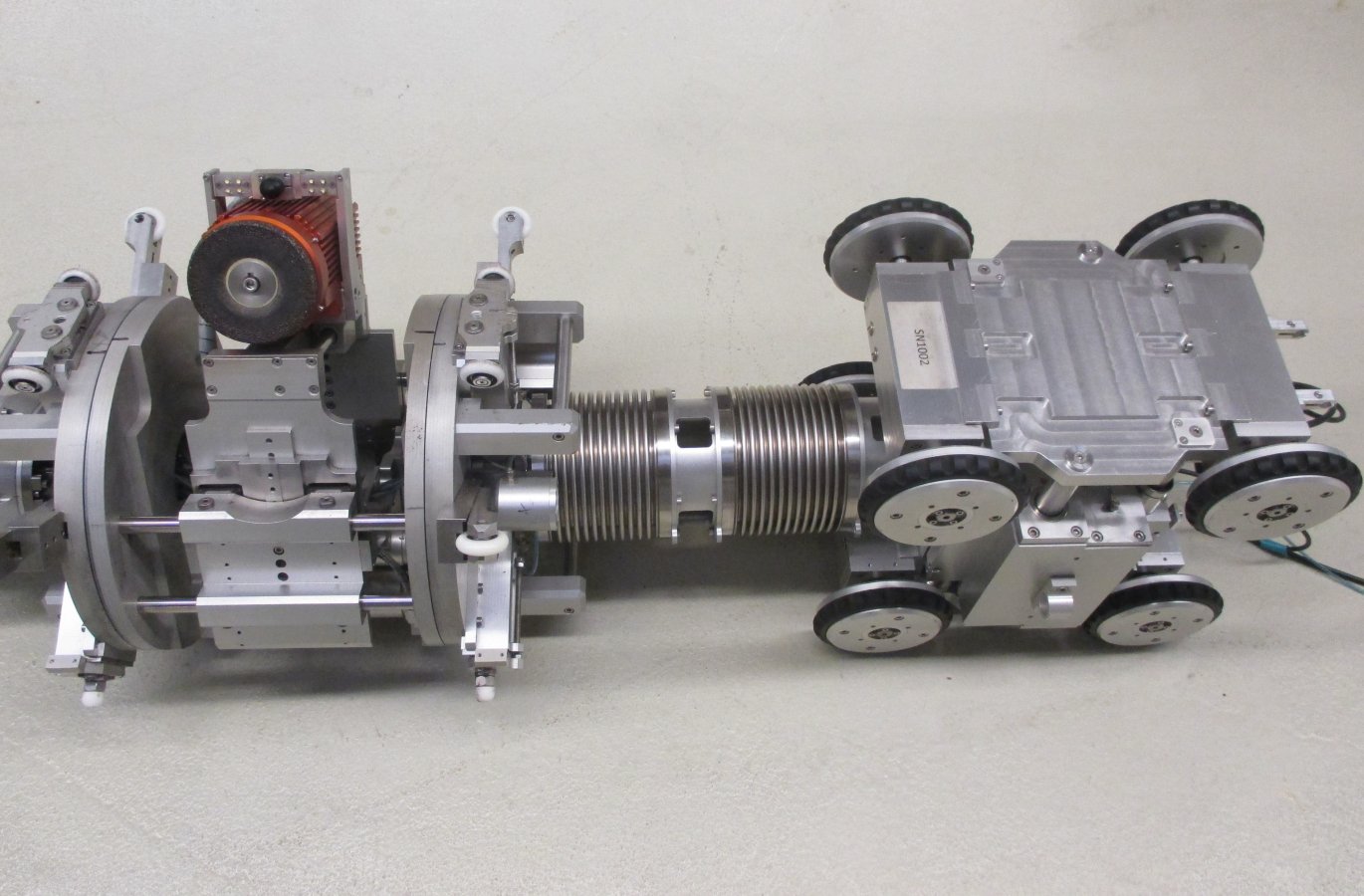
After the project-specific requirements had been clarified and the organisational process had been determined together with the customer, the grinding work could begin. This took place on a spoolbase. Here, the grinding robot system, consisting of a grinding robot, control system and 500 metre cable drum, was placed in a fixed position and then gradually supplied with 1 kilometre long strands, each consisting of 12 metre lengths of pipe welded together.
In order to be able to reach all the weld seams of a strand, the grinding robot was inserted into both openings one after the other, sometimes also in two-shift operation. A total of just under 40 strands were travelled, which meant the processing of over 2,000 weld seams. The distance travelled by the robot, including the outward and return journeys, was thus approx. 80 kilometres. A mature performance. Distinguished by the high reliability of the Inspector Systems grinding robot technology and its quality in execution, the project was completed to the full satisfaction of the customer.